

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号

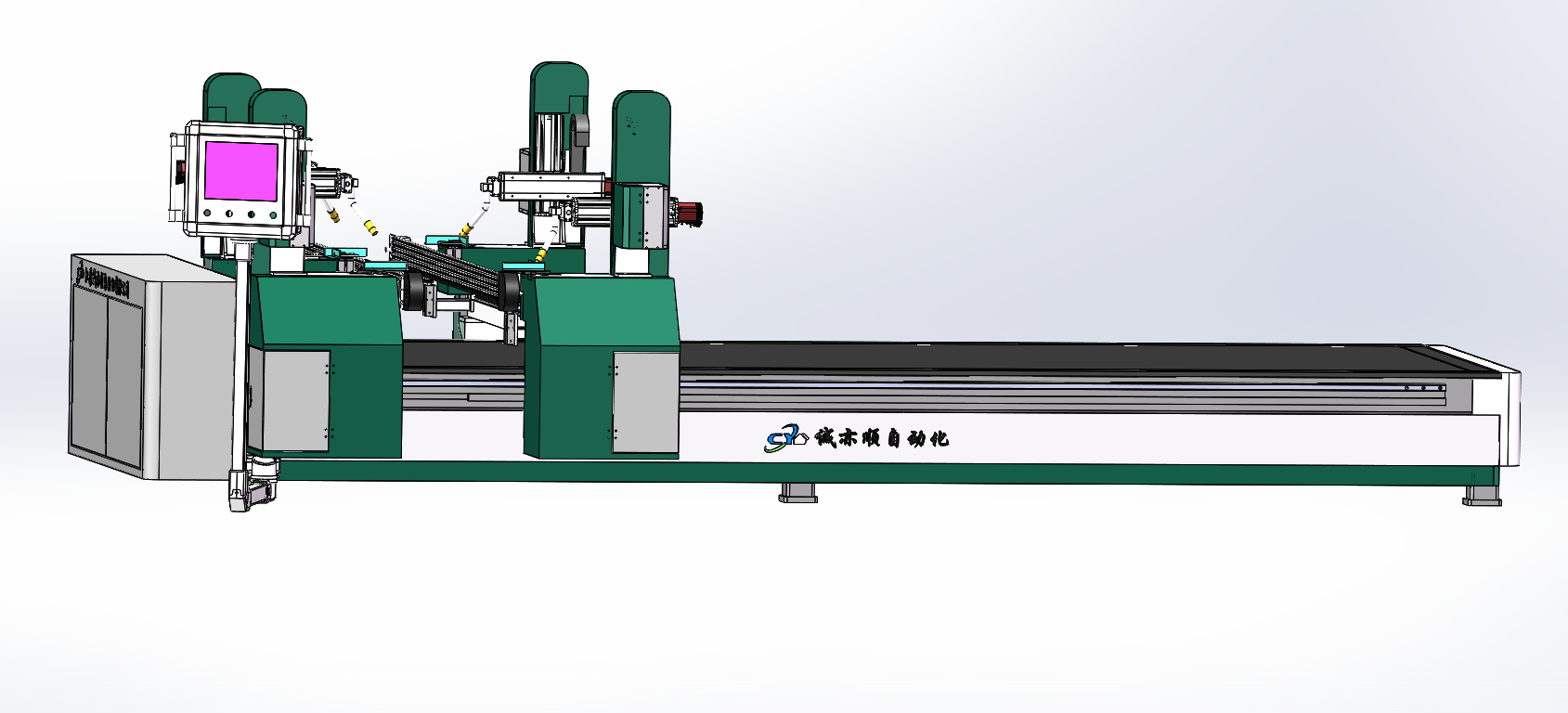
角铁法兰自动焊原理该产品为气动控制系统,所有执行机构--气缸的运动信号均由人工操作气动开关发出或由机械结构实现。气控信号分别从1端口或2端口向阀芯发出时,从3端口输入气缸并通过阀芯的气压线性变化化,当选定1口或2口输入压力时,输出到气缸的压力即恒定,调节1口或2口的控制压力,角铁法兰自动焊原理气缸压力随之变化,即是机械手保持平衡的原理,当有多个控制压力输入到阀体时,可由逻辑气路选择性输入,可使机械手适应多品种重量的平衡。

气动助力机械手主体结构分三个主回转关节,可分别绕自身轴线作360度自由回转,中每个关节上均装有制动装置,,可依据实际需要在任意位置制动。角铁法兰自动焊原理大臂部分为四连杆结构由气缸驱动实现机械手上下运动,结合三个主关节的回转实现工件的灵活进行搬运或装配。夹具结构可依据工件的不同采用不同的非标设计,角铁法兰自动焊原理为发动机缸体生产加工行业对缸体上加工中心用进行搬运助力机械手,于需要工件上加工中心前后对态在机械手上开展调整,需要对工件开展平面回转,360度翻转及夹紧等动作,在夹具非标设计上较为复杂,并在设计细节及精度上提出很高要求。
气动助力机械手又称平衡装置、平衡环、气动助力器等,于具有省事,省勸的特点,被广泛应用于现代工业中的各个领域,如:大型物料的移载,搬运,型设备的定位安装等场合,总之,在现代生产中,角铁法兰自动焊原理无论原料的接受还是半成品的加工、生产、运输等环节,气动机械手都发挥着不可替代的作用。气动机械手的基本原理是运负载检测及气版馈对吊运的工件实现自动平衡,以便使工件“悬浮”于空中。角铁法兰自动焊原理这样在一定的空间内,操作者只需对工件使用较小的推力或拉力,就可以破坏气压平衡,使工件轻松、效的实现自由搬运。

角铁法兰自动焊原理在实际的自动化流水线生产中,驱动机器人的电机,常常被供以低水平的速率控制环路,这种环路需要预先设定的角速度作为参考输入,并且稳定电机的角速度到这个值上。如果这个调节环路非常有效,那么自动化流水线设备设定速率值和实际速率之间的差将会很小,角铁法兰自动焊原理即使是在设定速率值和电机的负载连续变化的时候(至少在一定范围内)。也可以相反过来让我们把设定速率看做一个自由控制变量,很多工业上应用的机械手臂的配套控制器都是基于这一原理。
角铁法兰自动焊原理于助力机械手具有省事,幼的特点,被广泛应用于现代工业中的各个行业领域,如:大型物料的移载,搬运,大型设备的定位、装配等场合,总之,在现代生产中,无论原料的接受还是半成品的加工、产、配送等环节,气动机械手都发挥着不可替代的作用。助力机械手设备当处于最短的等效力臂的情况平衡使用性能调节校正阶段的平衡信号气体压力,角铁法兰自动焊原理为助力机械手负载端臂在全部区域内部可以完成平衡的最小气体压力,负载端臂在其他区域的反馈气体压力通常均大于该基准的信号气体压力。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



