

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号

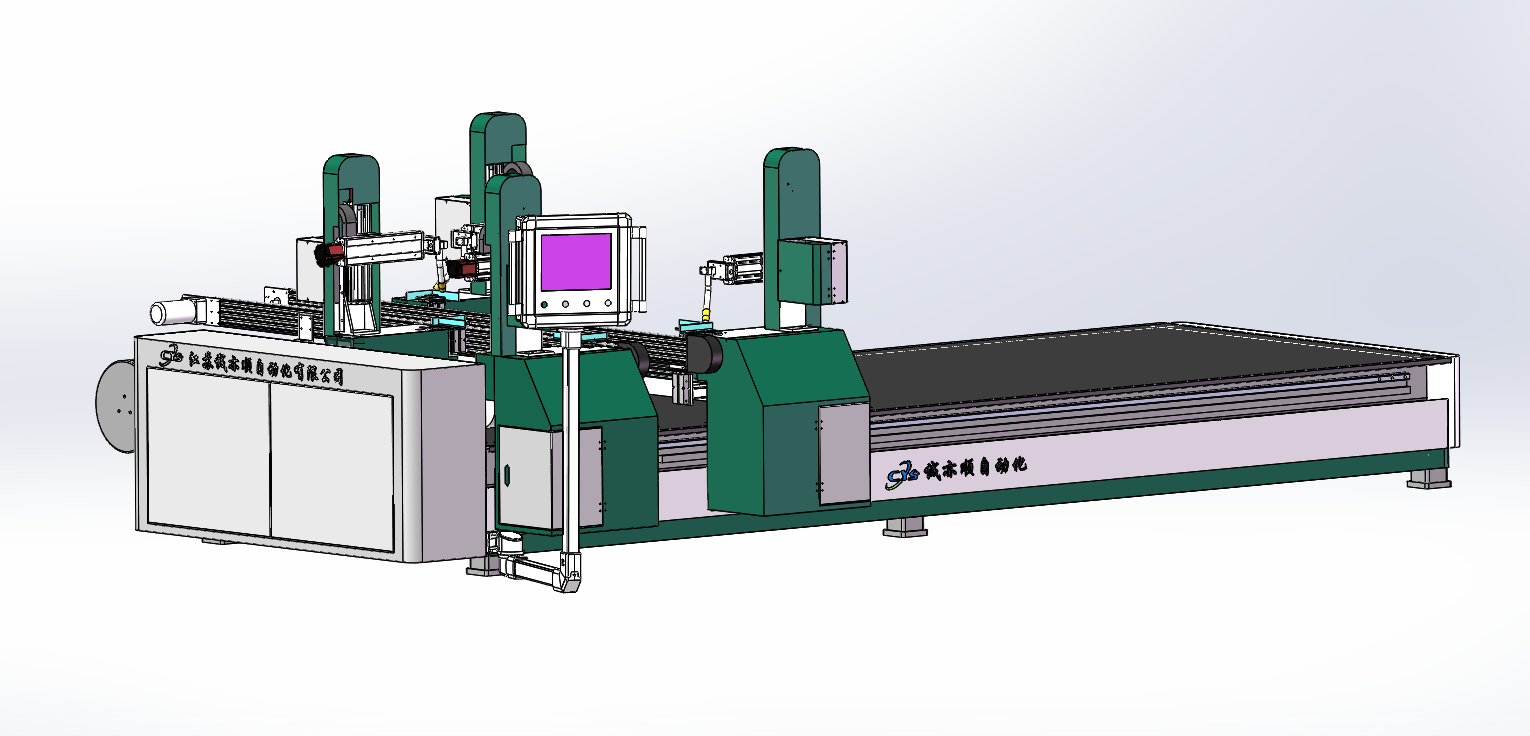
全自动焊角铁法兰原理该产品为气动控制系统,所有执行机构--气缸的运动信号均由人工操作气动开关发出或由机械结构实现。气控信号分别从1端口或2端口向阀芯发出时,从3端口输入气缸并通过阀芯的气压线性变化化,当选定1口或2口输入压力时,输出到气缸的压力即恒定,调节1口或2口的控制压力,全自动焊角铁法兰原理气缸压力随之变化,即是机械手保持平衡的原理,当有多个控制压力输入到阀体时,可由逻辑气路选择性输入,可使机械手适应多品种重量的平衡。
在自动化流水线自动控制概念中,通过模拟机械手臂的运动控制,更倾向于采用速率控制输入的模型,而不是力矩控制输入的模型。这一选择的关键缘故以下:全自动焊角铁法兰原理运动学模型比动力学模型更简单。特别的,不需要引入大量的矩阵制的方程,这些方程的确定要依赖于大量的关于结构质量等参数,全自动焊角铁法兰原理对于许多自动化流水线应用来说,我们没有必要正确知道所有这些量的具体数值。

1,全自动焊角铁法兰原理支持各种角铁类型。2、只需输入角铁下料尺寸即可,无需示教,无需编程使用更方便。3,焊接范围240*240到1500*3500根据角铁参数自动定位。4、全自动焊角铁法兰原理控制系统经过严格多项可靠性测试,如EFT(电快速瞬变/脉冲群)、EMC(电磁兼容性)、ESD(静电放电测试)、高低温震动、跌落等。

全自动焊角铁法兰原理寸较大的智能助力机械手通常位于两个负载端臂成180度角的区域,较短的智能助力机械手位于两个负载端臂收缩至0度的区域。全自动焊角铁法兰原理在助力器操纵器装置稳定平衡性能的调整和校正过程中,无论空负载下稳定平衡性能的调整和校正还是负载下稳定平衡性能的调整和校正,助力器操纵器装置通常都应调整到较短智能助力机械手区域的条件。

一、气动助力机械手指示灯变换正常,压励机不能作业解决方法:输出接点间的妥当管熔断,替换同标准妥当管,W型,S型控制器在面板上,N型,Z型控制器在线路板上,标准控制器内继电器触点老化,全自动焊角铁法兰原理替换两个同类型的继电器。二、气动助力机械手不作业,一切指示灯均不亮解决方法电源妥当管断路:替换同标准妥当管,W型,S型控制器在面板上,全自动焊角铁法兰原理标准:5*20/0.5A:N型,Z型控制器在线路板上,毛病扫除后主动康复。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



