联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号
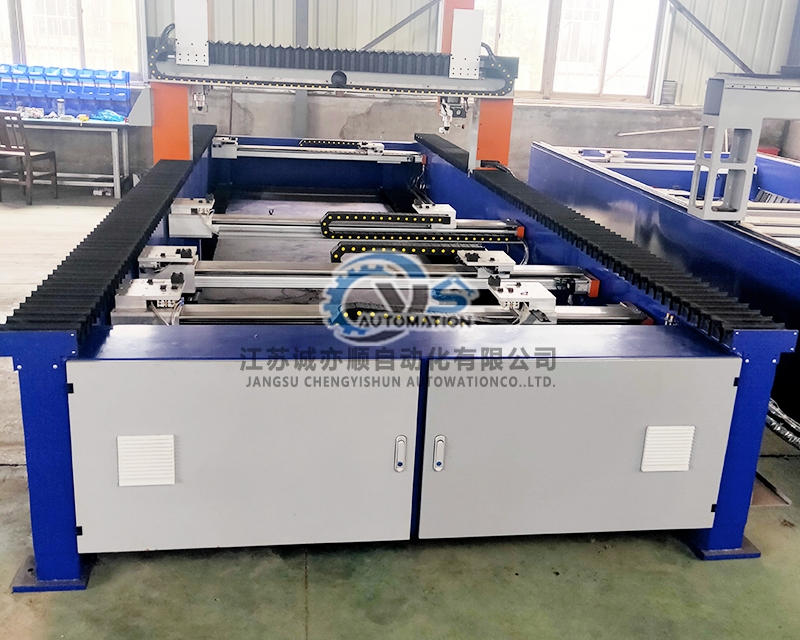
角铁法兰自动焊是通风管道制作中的关键设备,其稳定运行直接影响工程进度与焊接质量。维护工作需围绕机械结构、电气系统、耗材管理及环境适配四大维度展开,通过系统化保养延长设备寿命、降低故障率。以下从七大方向解析具体技巧:
一、日常清洁与残留物处理
焊枪清理:每日作业后需等待30分钟至焊枪冷却,用软毛刷清除喷嘴内飞溅物,避免堵塞导致保护气体流量不足。若喷嘴粘连严重,可浸泡在专用清洗剂中10分钟后再通针疏通。
导轨与齿条维护:用无尘布蘸取少量机械油擦拭横向/纵向导轨,去除焊接过程中产生的金属碎屑,防止划伤导轨表面。同步检查齿条啮合情况,若发现齿面磨损超过0.2mm需及时调整或更换。
废料收集:设备底部废料盒每日清理,同时防止废料进入电气柜引发短路。
二、关键部件定期检查
送丝系统校准:每周检查送丝轮压紧力(通常0.3-0.5MPa),用塞尺验证焊丝与导管间隙是否≤0.1mm,避免因送丝不畅导致断弧。送丝软管每3个月更换一次,防止内部磨损产生毛刺划伤焊丝。
冷却系统检测:打开水箱盖观察冷却液液位,若低于标准线需补充去离子水,同时用折光仪检测冰点(冬季需≤-10℃)。每季度清洗散热器表面柳絮、灰尘,确保热交换效率≥80%。
接地装置验证:用万用表测量焊机接地电阻,要求≤4Ω,重点检查接地线与法兰接触面的氧化情况,若发现锈蚀需打磨至金属光泽后重新紧固。
三、易损件更换周期管理
导电嘴更换:导电嘴孔径磨损超过20%时需立即更换(通常每500kg焊丝消耗更换一次),避免因电流不稳定导致焊缝成型差。更换时需同步清理喷嘴与导电嘴间的飞溅物,确保接触电阻≤0.1Ω。
保护气体管路:每半年更换一次胶管,重点检查与焊枪连接处的卡箍是否松动,避免气体泄漏导致焊缝氧化。同时用皂泡法检测整条气路密封性,泄漏率需控制在0.5L/min以下。
轴承与滑块:每运行2000小时对导轨滑块加注耐高温润滑脂(如克鲁勃GHY133),同时检查滑块塑料件是否开裂,若发现裂纹需整体更换滑块组件。

四、电气系统维护要点
控制柜除尘:每季度用压缩空气(压力≤0.2MPa)吹扫控制柜内部,重点清理变频器、PLC模块的散热片,避免灰尘堆积导致高温停机。同步检查接线端子是否松动,特别是动力线与信号线的分离布线是否符合EMC规范。
参数备份与校准:每月通过U盘导出焊接参数(如电流、电压、速度),与标准工艺卡对比,若发现偏差超过5%需重新校准。校准需使用标准试件(如Q235B角钢),确保焊缝熔深、余高符合GB/T 19804-2005标准。
应急停止功能测试:每周模拟按下急停按钮,验证设备是否能在0.5秒内切断所有动力输出,同时检查急停复位后是否需要手动重启,避免误操作引发安全事故。
五、焊接工艺适配性调整
材料厚度匹配:当焊接角钢厚度从3mm变为5mm时,需同步调整焊接电流(从120A增至180A)与送丝速度(从3m/min增至4.5m/min),并通过试焊验证焊缝成型,避免烧穿或未熔合。
法兰类型切换:L型法兰焊接需减小焊枪摆动幅度(从±5mm调至±3mm),T型法兰则需增加摆动频率(从2Hz增至3Hz),确保角缝根部充分熔合。调整后需用焊缝检验尺测量咬边深度,要求≤0.5mm。
环境温度补偿:在冬季(环境温度<5℃)施工时,需对焊丝进行预热处理(80-100℃保温2小时),同时将焊接电流提高10%,避免因焊丝脆性增加导致送丝堵塞。
六、耗材管理与成本控制
焊丝保存规范:焊丝盘需放置在干燥环境中(相对湿度≤60%),使用前检查焊丝表面是否生锈,若发现锈斑需用砂纸打磨至光亮。开封后的焊丝需在48小时内用完,避免长时间暴露导致镀铜层氧化。
保护气体纯度控制:氩气纯度需≥99.99%,混入氧气或氮气会导致焊缝发黑。每批次气体到货后需用氧分析仪检测,若氧含量>50ppm需拒收。同时控制气体流量(通常15-20L/min),避免流量过大导致焊缝凹陷。
废料回收利用:焊接产生的废角钢、法兰需分类存放,其中Q235B材质可回炉重熔,不锈钢废料需单独回收,避免混入碳钢影响再利用价值。
七、维护记录与数据分析
电子化台账管理:通过设备配套的维护软件记录每次保养内容(如更换部件、调整参数),系统可自动生成保养提醒(如导电嘴更换周期200小时)。
故障代码追溯:当设备报错时(如E01代表送丝异常),需记录故障发生时的工艺参数(电流、电压、速度),结合历史数据分析故障频率,若某类故障月均发生3次以上需针对性改进(如升级送丝电机)。
能耗监测:在电表端安装数据采集模块,实时监测设备空载与负载时的功率消耗,若发现空载功率异常升高(>500W),需检查电机轴承或控制模块是否存在漏电。
结论
角铁法兰自动焊的维护需构建“清洁-检查-调整-记录”的闭环体系:通过日常清洁与关键部件检查预防故障,通过易损件更换与电气校准保障精度,通过工艺适配与环境管理提升质量,通过数字化手段实现维护成本降低30%以上。实践表明,严格执行上述技巧可使设备无故障运行时间延长至8000小时,焊缝一次合格率稳定在98%以上。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号